



بررسی پیشرفته ی فرایندهای خوردگی
در محیط های هیدروکربنی، باید یک محیط رسانا (رسانایی به صورت الکترولیتی) حضور داشته باشد( که عموما این محیط از یک فاز مایع یا بوسیله ی حلال های قطبی بوجود می آیند) که خوردگی بوقوع بپیوندد. مثال هایی از این مسئله خطوط جریان نفت و گاز یا خط لوله ها در محیط فرایندهای شیمیایی هستند که در این موارد ارائه ی یک سیستم پروبی پیچیده، ساده نیست.
پروب ها ی مناسب برای هر کاربرد
هر کاربرد نظارت خوردگی نیازهای و احتیاجات خاص خود را دارا می باشد. بخش های بعدی تعدادی از طراحی های پروب را که برای مکانیزمهای از هم پاشیدگی و محیط های خاص توسعه یافته اند را نشان می دهد.پروب های مخصوص خوردگی تحت تنش( stress corrosion cracking probe)
یک نوع پروب خوردگی توسعه یافته اند که در آن یک آرایه ی از سه الکترود در حالت تحت فشار قرار دارند. فشار اعمال شده برای این است که شرایط عملیاتی لوله ها و مخازن مشابه سازی شود. در مثال زیر، نظارت بر خوردگی و کنترل تانک های دولایه( DSTs) در Hanford به صورت تاریخی از طریق نمونه سازی شیمیایی مواد زائد و برنامه ی آنالیزی ایجاد شده است. در این برنامه، خوردگی تانک های مواد زائد بوسیله ی گستره ی وسیعی از ترکیب های شیمیایی مواد زائد مورد بررسی قرار گرفته است.این روش مؤثر است اما هزینه بر، زمان بر است و در آن به داده های هم زمان نمی رسیم. محوطه ی کاری Hanford در نزدیک Richland( Washington) درای 177 مخزن زیر زمینی مواد زائد( waste) است که تقریبا 253 میلیون لیتر از زباله های رادیو اکتیو را در خود جای داده اند( این مقدار پس از 50 سال تولید پلوتونیوم حاصل شده است). در سال 1996، دانشکده ی انرژی Tank Focus Area تلاشی را برای بهبود استراتژی نظارت بر خوردگی DST ، Hanford شروع کردو سعی داشت تا در این تحقیق عمر مفید باقی مانده ی این مخازن را تخمین بزند. چندین روش نظارت خوردگی متمرکز و آن-لاین مورد ارزیابی قرار گرفت. تکنیک پارازیت الکتروشیمیایی( EN) ( که قبلا به طور فراوان گزارش شده بود) انتخاب شد و نشان داده شد که این روش برای نظارت و تشخیص میزان پیشرفت خوردگی موضعی مناسب است.
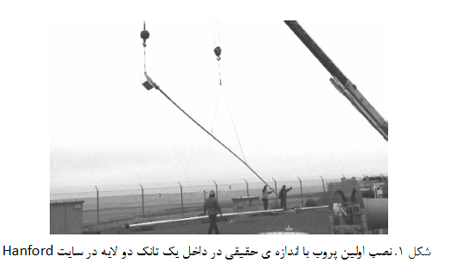
بر اساس یک سری از مطالعات انجام شده، یک نمونه ی آزمایشی از یک پروب میدانی سه کاناله ( three-channel prototype field probe) طراحی شد و در اگوست 1996 ساخته شد. بر طبق تجربیات بدست آمده از نمونه ی آزمایشی در زمان یک سال، یک سیستم 8 کاناله در سپتامبر 1997 طراحی و ساخته و نصب شد. شکل 1 تأسیسات این سیستم را نشان می دهد. برخلاف نمونه ی آزمایشی قبلی، این پروب داخل تانکی از بالای تانک وارد می شد و تا کف آن می رفت و دو کانال با الکترودهای EN آن در گل و لای ته تانک قرار می گرفت، 4 کانال آن در بخش supernate تانک و دو کانال آن در فضای بخار تانک قرار می گرفتند. 4 سیستم اضافی با طراحی مشابه در سایر DSTs ها نصب شد.
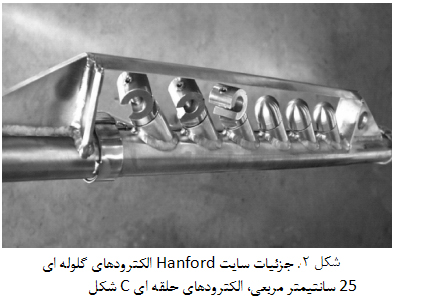
مشابه اکثر سیستم های نظارت بر خوردگی بر پایه ی EN ، سیستم های Hanford فعال، EN را در کانال های بوجود آمده از سه الکترود مشابه نظارت می کردند( این الکترودها در داخل تانک مواد زائد وارد شده بودند). هر سیستم از یک پروب داخل تانکی( in tank) و سخت افزار جمع آوری اطلاعات تشکیل شده بود که سخت افزار جمع آوری اطلاعات در خارج از تانک قرار داشت. پروب های داخل تانکی از تیوبهای فولادی با طول 17 متر و قطر 2.5 میلی متر ساخته شده بودند. 8 کانال سه تایی در طول بدنه ی پروب توزیع شده بودند. الکترودها از فولاد UNSK02400 ساخته شدند که این الکترودها برای ایجاد تطابق با بدنه ی تانک،تحت عملیات حرارتی قرار گرفته اند. 4 کانال در هر پروب از الکترودهای گلوله مانند تولید شده بود( الکترودهای 25 cm2). 4 کانال از رینگ های c شکل با دیواره ی نازک ساخته شده بودند( الکترودهای 44cm2) . شکل 2 دو کانال موجود برروی یکی از این پروب ها رانشان می دهد. الکترودهای گلوله ای شکل بدون تنش برای تشخیص خوردگی حفره ای و خوردگی یکنواخت استفاده شده اند. الکترودهای کاری در هر کانال c شکل شیارشده بودند و همچنین پیش تنش و پیش ترک دار شده بودند تا برای بدست آوردن خوردگی SCC سهولت ایجاد گردد. دو رینگ c شکل دیگر در هر کانال رینگی c تحت تنش قرار نگرفته بودند تا با شرایط عملیاتی محفظه تطابق داشته باشند. کانال های گلوله مانند و c شکل طول پروب ها را افزایش می دهند. میزان زباله های DST کنونی در تانک های مورد نظارت قرار گرفته دارای سه الکتورد گلوله ای شکل و سه الکترود حلقه ای c شکل هستند.
در این روش، به الکترودهای کاری اجازه داده شد تا شرایطی را که مواد مورد استفاده در ساخت تانک در آن قرار دارند، را تجربه کنند، اما مشروط بر این که اطلاعات خوردگی وضعیت واقعی وسایل کارخانه را انعکاس دهند. با دیدن پروب های تکی یا چندتایی می توان تصمیمات مناسب برای انتخاب مواد و یا فرایندهای تنش زایی را اتخاذ نمود.
خوردگی در محیط های هیدروکربنی
در محیط های هیدروکربنی، باید یک محیط رسانا (رسانایی به صورت الکترولیتی) حضور داشته باشد( که عموما این محیط از یک فاز مایع یا بوسیله ی حلال های قطبی بوجود می آیند) که خوردگی بوقوع بپیوندد. مثال هایی از این مسئله خطوط جریان نفت و گاز یا خط لوله ها در محیط فرایندهای شیمیایی هستند که در این موارد ارائه ی یک سیستم پروبی پیچیده، ساده نیست.به طور نمونه وار، یک پروب قرقره مانند جانبی برای این کاربردها توسعه یافته است که اجازه ی ایجاد ماکزیمم تماس الکترود با محیط واکنش( در شرایط جریان واقعی در طول خط لوله یا خط جریان) می دهد( مخصوصا در کاربردهای نفت و گاز که مواد واکنش دهنده چند فازی هستند.
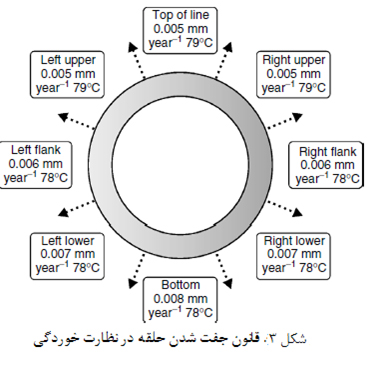
اساس حلقه ای بودن این سنسورها اجازه می دهد تا المان ها با استفاده از جدا نمودن قطعه ی کوچکی از یک لوله و سرهم کردن دوباره ی جفت های تشکیل دهنده ی حلقه ها( این حلقه ها بوسیله ی عایق از هم جداشده اند)، بوجود آید . در این حالت یک بخش از لوله دوباره بازسازی شده است که قابلیت تحمل فشار خط را دارد. هر حلقه ی ایزوله شده ( از لحاظ الکتریکی) با استفاده از سیم های منظم متصل شده به سطح خارجی آنها، اندازه گیری می شوند. اگر سیم در فواصل مکانی برابر دردور حلقه، متصل شده باشد، وسیله می تواند اتلاف کلی فلز را تعیین کندکه این اتلاف در بخش میان هر نقطه ی برداشت( شکل 3) وجود دارد.
یکی از هر جفت حلقه ها بوسیله ی یک پوشش یکپارچه ی سرامیکی ( یک لایه نازک)در تماس با جریان فرایند قرار داده می شود. حلقه ی پوشش داده شده به عنوان مرجع برای حلقه ی در معرض فرایند قرار گرفته، عمل می کند.
یک تعدادی از این جفت حلقه ها ممکن است مورد استفاده قرار گیرند تا مطالعه ی مواد مختلف( مانند قطعات به هم جوش خورده و مواد HAZ) را امکان پذیر کند( اگر خوردگی ترجیهی جوش یک موضوع مهم باشد). علاوه بر داده های دمایی مربوط به المان ها، این یک روش شاده برای اندازه گیری فشار در وسیله است. علاوه بر این، این مسئله ممکن است شناخت مناسبی از رفتار مایع در خط به ما بدهد.
حلقه های استاندارد دارای ضخامت دیواره ی یکسانی( مانند خط اولیه) هستند از این رو هیچ مشکلی نباید در طی عمر سرویس دهی خط، اتفاق افتد. حلقه های با دیواره ی نازک تر دارای سرعت پاسخ گویی کمتری هستند که این مسئله ممکن است به طور همیشگی، نیاز های موجود را برآورده نکند مخصوصا اگر تطبیق عملیات شیمیایی در زمان حال پیشنهاد شده باشد. در این مورد، یک ترکیبی از دو حلقه ی هم محور ممکن است برای جلوگیری از یک پاسخ سریع از المان نازک و حلقه ی حمایت کننده ی نازک تر، مورد استفاده قرار گیرد.
عمر محدود شده ی بالقوه برای المان بوسیله ی قابلیت ایجاد نرخ خوردگی پایین از طریق کنترل اکتیو به تعادل می رسد و بموجب آن عمر سنسور افزایش یابد. بنابراین سنسور قرقره ای شکل یک ابزار اندازه گیری همه کاره برای جستجوی ویژگی ها و میزان خوردگی مواد مختلف در شرایطی است که بیان حقیقی جریان خط می باشد. این سنسور قادر است تا وظایف مورد نظر را با دقت بالا انجام دهد.
بدنه ی سنسور از یک قاعده ی سد دوفشاری استفاده می کند. حلقه های سنسور، جداکننده ها و ایزولاتور با استفاده از آرایه ای گیره مانندی به هم فشرده شده اند و یک سیلندر محکم با فشار داخلی را تشکیل داده اند. این سیلندر در یک بدنه ی خارجی با استفاده از یک جفت حلقه ی آب بندی کش سان، ثابت شده است. بدنه ی خارجی مجموعه ی آب بندی است( با استفاده از بوش ها، اتصالات حلقه ای و حلقه های جدا کننده، آب بندی شده است). الکترونیک، بدنه،مصرف انرژی و دورسنجی در بیشتر جنبه ها شبیه پروب های فرورونده است. شکل 4 نشان دهنده ی یک سیستم نظارت بر خوردگی است که برای یک خط لوله توسعه داده شده است( این خط لوله در داخل آب دریا قرار دارد).

سیستم های آرایه ای متشکل از الکترودهای چندگانه ی مضاعف و سنسورها
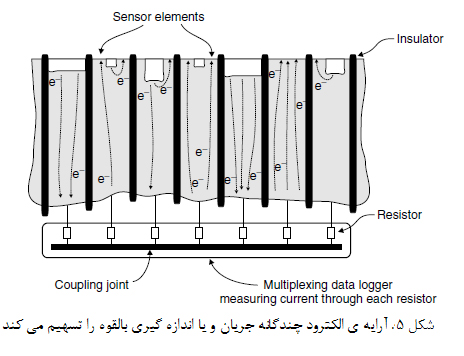
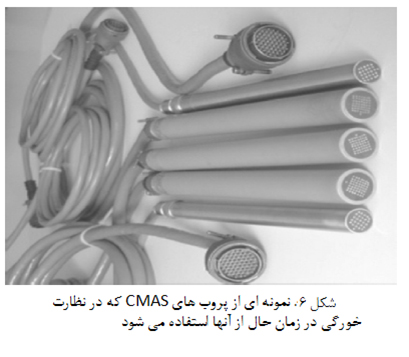
استفاده از سیستم های آرایه ای متشکل از الکترودهای چندگانه ی مضاعف( CMAS) برای نظارت بر خوردگی مقوله ای به نسبت جدید است. مزیت های استفاده از الکترودهای چندگانه عبارت است از قابلیت نمونه گیری آماری بزرگتر از نوسانات جریان، نسبت بزرگتر سطح کاتد به آند که رشد خوردگی متمرکز را که قبلا شروع شده است، بالا می برد،و وابستگی به طراحی،قابلیت تخمین نرخ نفوذ حفره ها و بدست آوردن توزیع فاصله ای خوردگی های متمرکز.شکل 5 قاعده ی کلی CMAS را نشان می دهد که در آن یک مقاومت در میان هر الکترود و نقطه ی مضاعف معمولی تعبیه شده است. الکترون ها از الکترودهای خورده شده یا الکترونهایی که به نسبت بیشتر خورده شده اند، از طریق مقاومت متصل شده به الکترود، جریان یافته و یک افت پتانسیل کوچک در حد میکرو ولت ایجاد می کند. این افت پتانسیل بوسیله ی وسایل اندازه گیری ولتاژ با رزولیشن بالا قابل اندازه گیری است و از آن برای ایجاد جریان در هر الکترود استفاده می شود. پروب های CMAS را می توان به چندین شکل و اندازه ساخت( بسته به کاربرد). شکل 6 برخی از انواع پروب هایی که برای نظارت بر خوردگی( در زمان حال) استفاده می شود، را نشان داده است.
داده های حاصل از پروب های CMAS تعداد زیادی مقادیر جریان است که در فواصل زمانی داده شده، اندازه گیری شده اند. در سیستم پروب CMAS ، این داده ها به یک پارامترتکی کاهش می یابند به نحوی که پروب می تواند براحتی برای اهداف نظارت آن-لاین( در زمان حال) مورد استفاده قرار گیرد.در اغلب موارد، جریان آندی به عنوان یک سیگنال تک پارامتری برای پروب های CMAS مورد استفاده قرار می گیرند. به دلیل آنکه الکترودهای آندی در یک پروب CMAS سایت های آندی موجود بر سطح یک فلز را شبیه سازی می کنند، در اغلب موارد جریان آندی ممکن است به عنوان جریان خوردگی از بیشتر سایت های خوردگی بر روی فلز،در نظر گرفته شود.
مقادیر بر پایه ی انحراف استاندارد مرتبه ی سوم جریان ها یکی دیگر از راه های بیان جریان خوردگی از سایت با بیشترین میزان خوردگی بر روی فلز است. به دلیل آنکه تعداد الکترودها در پروب های CMAS همواره محدود است و معمولا خیلی کمتر از سایت های خوردگی بر روی سطح کوپن فلزی است، مقدار بر پایه ی پارامترآماری مانند انحراف استاندارد مرتبه ی سوم جریان، نسبت به مقدار تکی آندی ترین جریان،مناسب تر است. مقدار انحراف استاندارد ممکن است از جریان های آندی باشد یا هم از جریان های آندی و هم از جریان های کاتدی حاصل شود.
در یک محیط با خورندگی کم یا آلیاژ با مقاومت به خوردگی بالاتر، الکترود آندی تر ممکن است به طور کامل بوسیله ی سایت های آندی پوشیده نشده باشند تا اینکه الکترود به طور کامل خورده شود. بنابراین الکترود آندی تر ممکن است هنوز دارای سایت های کاتدی باشد و الکترون ها از سایت های آندی ممکن است از داخل به سایت های کاتدی داخل همان الکترود جریان یابند. جریان خوردگی کل (
 ) و جریان آندی اندازه گیری شده*** (
) و جریان آندی اندازه گیری شده*** (  ) ممکن است با معادله ی زیر( 1 ) به هم مرتبط شوند:
) ممکن است با معادله ی زیر( 1 ) به هم مرتبط شوند:
که در اینجا
 فاکتور توزیع جریان است که بیان کننده ی نسبت الکترون های منتج شده از
خوردگی است که از طریق مدار خارجی جریان یافته اند. این مقدار ممکن است بین
0 تا 1 باشد( بسته به پارامترهایی مانند غیر همگنی سطح فلز، محیط،اندازه ی
الکترود و تعداد الکترودهای مورد استفاده). اگر یک الکترود به طور فراوان
خرده شود و به طور قابل توجه، بیشتر از دیگر الکترودها، آند باشد، مقدار برای این الکترود خورده شده نزدیک به 1 است و جریان خارجی اندازه گیری شده برابر با جریان خوردگی متمرکز است.
فاکتور توزیع جریان است که بیان کننده ی نسبت الکترون های منتج شده از
خوردگی است که از طریق مدار خارجی جریان یافته اند. این مقدار ممکن است بین
0 تا 1 باشد( بسته به پارامترهایی مانند غیر همگنی سطح فلز، محیط،اندازه ی
الکترود و تعداد الکترودهای مورد استفاده). اگر یک الکترود به طور فراوان
خرده شود و به طور قابل توجه، بیشتر از دیگر الکترودها، آند باشد، مقدار برای این الکترود خورده شده نزدیک به 1 است و جریان خارجی اندازه گیری شده برابر با جریان خوردگی متمرکز است.به دلیل آنکه ناحیه ی سطح الکترود معمولا بین 1 تا 0.03 میلی متر مربع است، که از لحاظ بزرگی 2 تا 4 برابر کمتر از چیزی است که برای پروب LPR یا یک پروب پارازیتی الکتروشیمیایی( EN ) است، پیش بینی نرخ نفوذ یا خوردگی متمرکز با فرض خوردگی یکنواخت بر روی الکترود کوچک، در بسیاری از کاربردها واقعی به نظر می رسد. پروب های CMAS برای نظارت خوردگی متمرکز بسیاری از فلزات و آلیاژها در محیط های و شرایط زیر مورد استفاده قرار می گیرند:
• رسوبات باکتری کاهنده ی سولفات
• رسوبات نمک در هوا
• سیستم گاز طبیعی شبیه سازی شده ی فشار بالا
• سیستم های H2S
• مخلوط های آب-روغن
• سیستم های محافظت کننده ی کاتدی
• آب خنک کننده
• شکاف های شبیه سازی شده در آب دریا
• محلول های کلرید غلیظ
• بتن
• خاک
• آب آشامیدنی با رسانایی کم
• جریان های فرایند ی حاصله از کارخانه های شیمیایی در دماهای بالا
• پوشش ها
نظارت بر خوردگی اتمسفری
برای نظارت بر خوردگی اتمسفری، الکترولیت های مورد نیاز یرای یک پروب( به منظور تولید یک سیگنال الکتروشیمیایی) ممکن است به صورت غبارات ریز یا یک فیلم گسسته ی تولید شده از هوای مرطوب و فشرده شده ،باشد. مقاومت بالای یک چنین الکترولیتی به این معنی است که الکترودهای پروب باید نزدیک باشند در حالی که هنوز از لحاظ الکتریکی عایق باشند. علاوه بر این،یک پیچیدگی مضاعف فعالیت الکتروشیمیایی بسیار پایین که عموما در خوردگی اتمسفری ایجاد می شود؛ این بدین معناست که نیازمندی های زیر باید برای بدست آوردن یک نتیجه ی مناسب، برآورده شود:• حساسیت بالای ابزارآلات سنجش
• افت حداقل IR در تمامی سیستم نظارت
• الکترودهای به نسبت بزرگ برای ماکزیمم کردن فرصت ثبت سیگنال های خوردگی
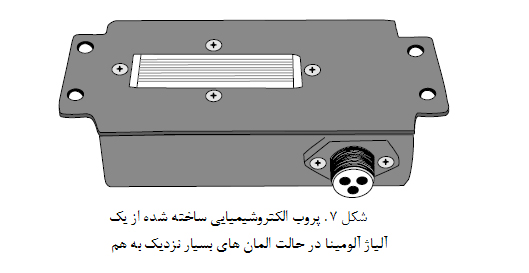
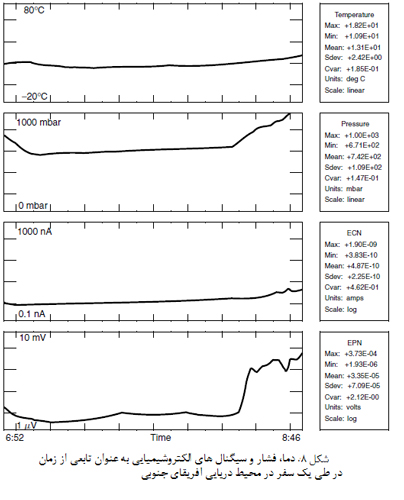
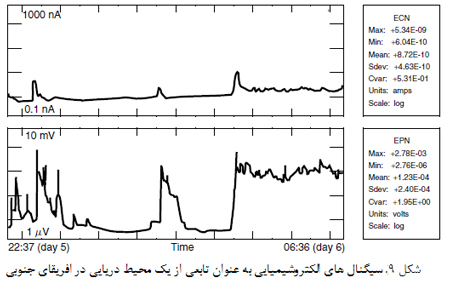
شکل 7 به طور شماتیک یک آرایش پروبی برای بدست آوردن یک چنین اندازه گیری هایی را در محیط های متراکم رسانا نشان می دهد که برای نظارت بر خوردگی هوا پیما از آن استفاده می شود. یک چنین سیستم نظارت بر خوردگی بر روی یک هواپیمای ترابری بدون سیستم تنظیم کننده ی فشار داخل نصب می شود. پروب های الکتروشیمیایی به فرم المان های پروبی نزدیک به هم از جنس آلومینیوم آلیاژی بدون پوشش تولید می شوند. یکی از این پروب ها در داخل هواپیما قرار داده شده است. پروب دیگر در بیرون هواپیما تعبیه شده است( در قفسه ی چرخ ). در پروازها، از درون مرز تا اتمسفرهای دریایی، یک افزایش قابل تشخیص در خوردگی بوسیله ی سیگنال های نظارت پارازیت بالقوه( درطی فاز فرود در محیط های دریایی) گزارش داده می شود( شکل 8). به هر حال قویترین سیگنال های خوردگی متمرکز در سطح زمین و در حالتی که محیط مرطوب است، ثبت می شود( شکل 9).
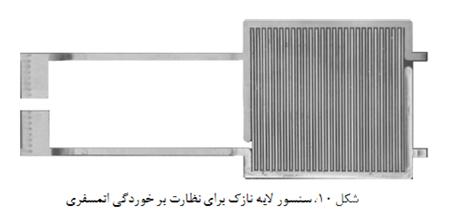
مثال دیگر از پروب خوردگی اتمسفری در شکل 10 نشان داده شده است. این سنسور با استفاده از تکنولوژی مدار میکروالکترونیکی شاخته شده است که در آن یک فیلم نازک پلی آمیدی با دو فلز مختلف ( طلا و کادمیم) الکتروپلیت شده است. نحوه ی این کار به صورتی است که جریان گالوانیک تولیدشده در حضور یک محیط خورنده ی متوسط نیز ماکزیمم باشد. با این سنسور، جریان گالوانیک تولید شده بوسیله ی المان های دو فلزی( لایه نازک) در یک کولن سنج به عنوان تابعی از زمان جمع آوری می شود. این داده ها سپس در یک چیپ حافظه جمع آوری شده و در آینده می توان آن ها را با استفاده از لپ تاپ و یا سایر وسایل انتقال داد.
موقعیت سخت افزار نظارتی
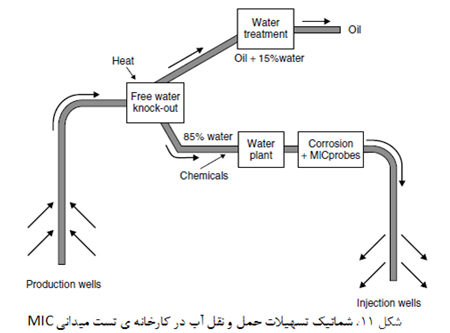
بسیاری از کارخانه ی صنعتی دارای احتیاجات ایمنی درونی هستند که باعث ایجاد محدودیت هایی در استفاده از سیستم های نظارت بر خوردگی می شود. برای تأمین انعطاف پذیری در کارخانجات بزرگ، برخی سازمان ها استراتژی استفاده از یک آزمایشگاه سیار نظارت بر خوردگی را اجرا می کنند که این آزمایشگاه احتیاجات آنها را برآورده می کند. یک چنین آزمایشگاهی، وسیله ی نظارت بر خوردگی را در خود دارد و می تواند براحتی به نقاط مختلف انتقال یابد. و بواسطه ی آن بر مشکلات مربوط به طول های بیش از حد سنسورها فایق می آیند. یک چنین آرایشی به طور اضافی، یک محیط محافظ برای وسایل اندازه گیری و نرم افزارهای ذخیره ی داده فراهم می کند که در غیر این ورت این وسایل در محیط خورنده تخریب می شوند.آزمایشگاه های سیار ممکن است همچنین برای اندازه گیری های خوردگی مدارات آبگرد مورد استفاده قرار گیرد. یک شماتیک از این تسهیلات انتقال آب برای انجام آزمونهای میدانی خوردگی تحت تأثیر باکتری( MIC ) به عنوان یک مثال در شکل 11 آورده شده است. این تسهیلات برای رشد و نظارت در تشکیل فیلم های بیولوژیک در 5 جریان لغزنده ی مجزا، مورد استفاده قرار گرفته بود. هر خط 40 کوپن را در خود دارد و به سیستم تزریق خودکاری مجهز است که اجازه ی آزمودن آفت کش ها بر روی بیوفیلم های اکتیو را در یک تریلر مجهز دارد(شکل 12).

حساسیت و زمان های پاسخ دهی
مفیدبودن یک سیستم نظارت بر خوردگی به طور زیادی به این بستگی دارد که چگونه آن می تواند در شرایط خوردگی نامطلوب،هشدار دهد. برای تکنیک های اندازه گیری این با دو خاصیت مرتبط تفسیر می شود:1. حساسیت در تشخیص یک تغییر در نرخ خوردگی
2. زمان مورد نیاز برای شناسایی یک چنین تغییری ( یعنی زمان پاسخ دهی)
به موجب اصل اندازه گیری در بسیاری از سیستم ها، حساسیت و زمان پاسخ دهی دارای یک رابطه ی عکس است. برای مقایسه ی سیستم های نظارت بر خوردگی بر اساس حساسیت شان، این مهم است که میان دقت اندازه گیری و حساسیت اندازه گیری یک تغییر در نرخ خوردگی، تمایز قائل شویم. حساسیت اندازه گیری نرخ خوردگی ترکیبی از دقت اندازه گیری و زمان انقضا است.
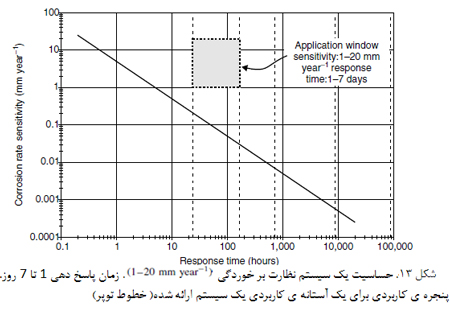
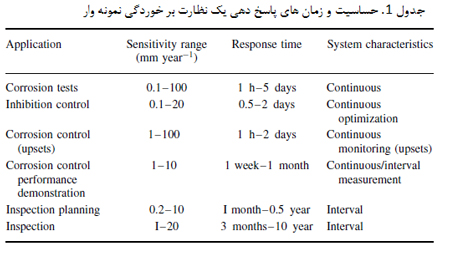
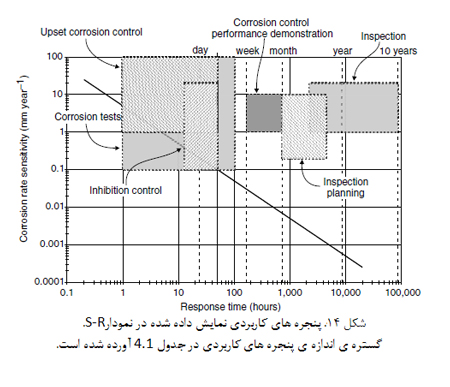
حساسیت( S) و زمان پاسخ دهی(R) یک تکنیک خاص با دقت بالایی به هم مرتبطند و براحتی بو صورت یک نمودار تکی نمایش داده می شود( همانگونه که در شکل 13 دیده می شود). این مرسوم تر است که نمودار S-R را به صورت یک نمودار لگاریتمی نمایش دهیم. مثال موجود در این شکل نیازمند 1-7 روز زمان پاسخ دهی است در حالی که حساسیت اندازه گیری خوردگی آن در حدود 1-20 میلی متر در سال است. نمودار S-R یک تکنیک خاص در زیر پنجره قرار دارد، از این ر و هر نیازی برای این کاربرد را ارضا می کند در جدول 1 کاربرد های و ویژگی های آنها آورده شده است. این کاربردها در شکل 14 با توجه به پنجره های S-R آورده شده اند.
یک سیستم نظارت همچنین می تواند به اندازه گیری های با دقت بالا در طی زمان طولانی محدود شود؛ که علت آن ناپایداری ذاتی سیستم نظارت است. این مسئله ممکن است نتیجه ای از خراب شدن سنسور یا انحراف در وسایل ثبت باشد. برای سیستم هایی که حساسیت در اندازه گیری باید بالا باشد و زمان اندازه گیری طولانی، این پیشنهاد می شود که بررسی های روتین و درجه بندی وسایل نظارت انجام شود.
ارتباطات داده ای و نیازها برای تجزیه و تحلیل
این مهم است که در شروع یک برنامه ی نظارت بر خوردگی، زنجیره ی ارتباطی
داده ها به طور کامل از علامت دهی خوردگی های غیر قابل قبول تا پیاده سازی
فعالیت های چاره ساز، تعریف گردد. زمان های هر مرحله از زنجیره باید با هم
تعادل داشته باشد؛ برای مثال واضح است که این مفید نیست که برای یک سیستم
با زمان پاسخ دهی 1 روز سرمایه گذاری کنیم، اگر این سیستم نیازمند زمان یک
هفته یا یک ماه برای پردازش داده هاست. افراد زیر ممکن است در گیر
فرایندهای ارتباطاتی باشند:
1. اپراتور فرایند کارخانه( برای جمع آوری داده ها)
2. متخصص نظارت بر خوردگی (مهندس بازرسی یا مهندس خوردگی)
3. مهندی خوردگی؛ برای ارزیابی اطلاعات و تعیین اقدامات
4. مهندس نگهداری یا مهندس فرایند برای برنامه ریز و انجام فعالیت های چاره ساز
زمان پاسخ دهی از سنسور به میز کار( برای مراحل 1-3) تعیین کننده ی زمان
حقیقی پاسخ گویی بدست آمده از یک سیستم نظارت بر خوردگی است. برای یک
مأموریت نظارت بر خوردگی، داد ها ممکن است به طور مستقیم به مسئول بخش
انتقال یابد( و بوسیله ی آنها این مسئول راه عملیات های چاره ساز را انجام
می دهد، برای مثال در اتاق کنترل یک اپراتور این کار را انجام می دهد).
اهمیت مشاهده شده ی سیستم و استراتژی نظارت بوسیله ی تعهد تمام افرادی
که در مدیریت یکپارچه مشغول اند، انعکاس می یابد و آن ثابت نگه داشتن حالت(
asset holder) (معمولا عملیات) است؛ اما همچنین پرسنل نگهداری و نظارت،
مهندسی خوردگی، شیمی دان های تولید و خیلی اوقات پیمانکار مواد شیمیایی نیز
در فرایند مؤثر اند. این ضروری است که روش انتخابی مناسب باشد و بوسیله ی
یک تیم بوجود آمده از متخصصین اشاره شده در بالا، اجرا شود.
تعریف قابلیت اطمینان سیستم
توجه کنید که اگر سیستم نظارت یک جزء عملیاتی فعال باشد، تقاضای زیادی برای وجود قابلیت اطمینان آن وجود دارد. برای مثال اتلاف های اقتصادی زیاد می تواند بوجود آید اگر سیستم نظارت برای کنترل غلظت ممانعت کننده سیستم مورد استفاده قرار گیرد و سیستم نتواند میزان مناسب ممانعت کننده را تعیین کند. برای یک چنین کاربردی، یک مطالعه کمی در زمینه ی قابلیت اطمینان سیستم نظارت ممکن است این مسئله را تضمین کند.اگر یک سیستم نظارت دارای نقش مثبتی باشد، برای مثال اگر آن برای بررسی شرایط خوردگی در محدوده ی مورد انتظار، مورد استفاده قرار گیرد، یک آنالیز کیفی از امکان شکست ها، ممکن است، کافی باشد. این ممکن است، مناسب به نظر برسدکه سایر منابع اطلاعات برای تخمین پیشرفت خوردگی علاوه بر نظارت، وجود داشته باشد یا این ممکن است ضروری به نظر برسد که بیش از یک سیستم ضروری است( در صورتی که امکان وقوع خوردگی های مخرب وجود داشته باشد.
قابلیت دسترسی و هزینه
انتخاب نهایی سیستم نظارت بر خوردگی به میزان در دسترس بودن ابزارآلات و قیمت آنها بستگی دارد. برخی روش ها و به طور خاص نصب و اجرای سیستم نظارت بر خوردگی در حالت کلی، می تواند هزینه بر باشد. با در نظر گرفتن دلایل خوردگی های بیش از اندازه و اتلاف یکپارچگی، انتخاب باید بر اساس هزینه ی کلی مالکیت وسایل انجام شود.مخلص کلام
یک سیستم یا وسیله ی نظارت بر خوردگی باید ویژگی های زیر را دارا باشد:• سهولت در استفاده:
سیستم نظارت بر خوردگی باید به آسانی نصب، استفاده شود و همچنین تفسیر داده های آن برای اپراتور آسان باشد. حداقل برخی از توابع تفسیری باید به قدر کفایت توسعه یابد به نحوی که سیستم بتواند میان آلارم ها و بخش های کنترل کننده ی افزودنی های شیمیایی یا سیستم های تمیزکننده ی آن-لاین میانجی گری کند.• تنومندی:
اگر سیستم نظارت در محیط صنعتی به کار گرفته شده است، باید قادر به مقاومت در برابر استفاده ی نرمال و استفاده ی اشتباه باشد.• حساسیت:
المان نظارتی یا پروب باید در برابر حملات خوردگی مقاوم باشد و دارای یک شاخص تعریف شده در زمان واقعی باشد که ممکن است به عنوان یک متغیر کنترلی فرایند، مورد استفاده قرار می گیرد یا از آن برای ارزیابی میزان اثر بخشی اندازه گیری کنترلی استفاده شود.• دقت
شاخص های مثبت و منفی و هر شاخصی که بوسیله ی تداخل اثرات ایجاد شده است( مانند جریان، ایروژن و رسوب دهی)، می تواند با راه های زیادی تعیین شوند. قرائت های نادرست ممکن است اثر جدی بر روی اعتبار و مفید بودن برنامه ی نظارت بر خوردگی داشته باشد.• قابلیت نگهداری
پروب ها در معرض رسوبات قرار دارند. زمان حداقل میان عملیات های سرویس دهی از چند ماه تا چند سال است( برای بیشتر کاربردها). سرویس های دوره ای و کالیبراسیون باید به آسانی و سهولت انجام شود.• کم هزینه بودن
هزینه ی سیستم نظارت باید به میزان قابل توجهی از هزینه ی خوابیدن خط تولید کمتر باشد و یا هزینه ی عملیات باید کم باشد. سرعت و دقت تکنیک نیز فاکتورهایی هستند که در سیستم نظارت مهم است.تکنیک های نظارت بر خوردگی
ارزیابی خوردگی در شرایط میدانی به دلیل تنوع زیاد کاربردها، شرایط فرایند و فازهای مایع که در سیستم های صنعتی وجود دارد، پیچیده است.انتظارات از برنامه ی نظارت بر خوردگی در سازمان های با برنامه های مدیریت خوردگی پیش گیرانه و سایر سازمان هایی که آسیب های ناشی از خوردگی به آسانی جزء مزاحمت ها تلقی می شود، متفاوت است. بسیاری از تکنیک های بررسی و نظارت بر خوردگی امکان پذیر،اخیرا بوسیله ی گروه هایی از متخصصین و استفاده کنندگان علاقه مند( در گروه های مختلف) ، سازماندهی شده است( جدول 2 و 3).
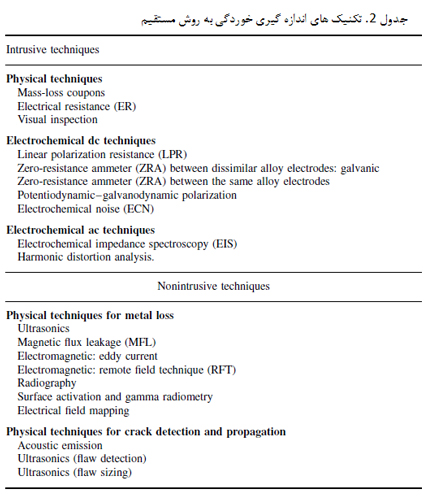
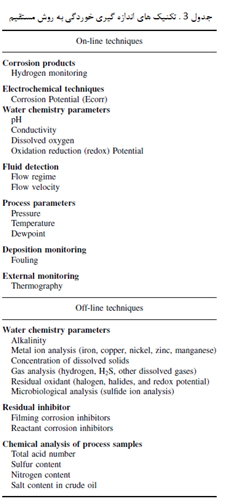
در این گزارش که بوسیله ی این گروه ارائه شده است، یک تکنیک مستقیم تکنیکی است که در آن پارامترهای اندازه گیری شده به طور مستقیم بوسیله ی فرایند خوردگی تحت تأثیر قرار می گیرند در حالی که یک تکنیک غیر مستقیم داده هایی را در مورد پارامترهایی ارائه می دهد که هم بوسیله ی خورندگی محیط تحت تأثیر قرار می گیرند و هم بوسیله ی محصولات حاصل از فرایند خوردگی. علاوه بر این، یک تکنیک می تواند به عنوان ثابت( فرو رونده) تعریف شود اگر نیازمند دستیابی به محیط خوردنده از طریق یک لوله یا دیواره ی مخزن( برای اندازه گیری) باشد. تکنیک های فرورونده ی متداول تر مجبورند که از برخی پروب های شکل دار یا نمونه های آزمایشی استفاده کنند که طراحی های پروب ثابت شده به سطح شناور از این دسته است. برخی تکنیک های غیر مستقیم می تواند برای نظارت بر پارامترهای مختلف آن-لاین استفاده شود در حالی که سایر آنها اطلاعات غیر آن-لاین (پس از جمع آوری نمونه ها از جریان فرایند یا محل های عملیاتی ) به ما می دهند.
منبع: https://rasekhoon.net
