



بازرسی خوردگی چیست؟

بازرسی یا نظارت بر خوردگی به اندازه گیری خوردگی ایجاد شده تحت شرایط صنعتی یا شرایط عملیاتی تجربی، اشاره دارد. نظارت بر خوردگی ممکن است به عنوان داده های بدست آمده از سرعت از هم پاشیدگی ماده است. به هر حال یک چنین داده هایی عموما در محدودیت استفاده دارند و برای استفاده از آنها در برنامه ی مدیریت خوردگی نیاز است تا آنها را به اطلاعات مفید تبدیل کرد. این نیاز باعث گشته تا انقلابی در زمینه ی وسایل نظارت بر خوردگی ایجاد شود و این وسایل به سمت وسایلی حرکت کنند که اطلاعات را در زمان حال به ما بدهند و همچنین این وسایل به سمت سیستم های بر پایه ی اطلاعات و ساختارهای هوشمند رفته است.
بازرسی یا نظارت بر خوردگی به اندازه گیری خوردگی ایجاد شده تحت شرایط
صنعتی یا شرایط عملیاتی تجربی، اشاره دارد. نظارت بر خوردگی ممکن است به
عنوان داده های بدست آمده از سرعت از هم پاشیدگی ماده است. به هر حال یک
چنین داده هایی عموما در محدودیت استفاده دارند و برای استفاده از آنها در
برنامه ی مدیریت خوردگی نیاز است تا آنها را به اطلاعات مفید تبدیل کرد.
این نیاز باعث گشته تا انقلابی در زمینه ی وسایل نظارت بر خوردگی ایجاد شود
و این وسایل به سمت وسایلی حرکت کنند که اطلاعات را در زمان حال به ما
بدهند و همچنین این وسایل به سمت سیستم های بر پایه ی اطلاعات و ساختارهای
هوشمند رفته است. نظارت بر خوردگی پیچیده تر از نظارت بر سایر پارامترهای
فرایند ی است زیرا
• انواع مختلفی از خوردگی وجود دارد.
• خوردگی ممکن است در یک سطح یکنواخت باشد یا در یک ناحیه ی کوچک متمرکز باشد( خوردگی حفره ای)
• سرعت های متداول خوردگی ممکن است اساسا متغیر باشند، حتی در فواصل بسیار کوچک.
• هیچ تکنیک اندازه گیری سیگنالی وجود ندارد که بواسطه ی آن بتوان تمام این شرایط مختلف را شناسایی کرد.
قبل از شروع یک برنامه ی نظارت بر خوردگی، این مفید است که داده های
گذشته را مرور کنیم و نوع مسئله ی خوردگی را که نیاز است آن را بررسی کنیم،
مد نظر قرار دهیم. این پیشنهاد شده است که از چندین تکنیک مکمل به جای
تکیه بر یک روش نظارت تکی،استفاده شود.
نظارت در زمان حال( real-time monitoring) خطوط لوله، مخازن و سایر
وسایل ثابت، اجازه ی یک سنجش لحظه ای از میزان خوردگی محصولات و انتقال
مایعات را به ما می دهد. اگر فعالیت خوردگی به عنوان یک نتیجه از عدم تطابق
فرایند افزایش یابد، اطلاعات خوردگی می تواند در کنار متغیرهای فرایندی
دیده شود به نحوی که علت و معلول می توانند تعیین شوند و عملیات سریع برای
فرونشاندن پیشرفت هر مشکل در حال پیشرفت، انجام شود. از روشی مشابه می توان
برای نشان دادن میزان اثربخشی فعالیت های چاره ساز یا کارهای پیش گیری
کننده، استفاده کرد.
برخی تکنیک ها و سیستم های مدرن نظارت بر خوردگی استنتاج شده است( مخصوصا
در دو دهه ی اخیر، برای شناسایی، اندازه گیری و پیش بینی خسارات ناشی از
خوردگی). توسعه ی تکنیک های مؤثر نظارت بر خوردگی و نرم افزارهای با سهولت
استفاده به ما اجازه می دهد تا تکنیک های جدیدی را ایجاد کنیم که تا سال
های اخیر تنها روش های آزمایشگاهی بودند. عوامل تسریع کننده ی قابل توجه
برای رشد بازار نظارت بر خوردگی به خاطری مسائلی همچون تولید نفت و گاز تحت
شرایط عملیاتی چالش زا( مانند دریای شمال)، فشارهای هزینه ای به دلیل
رقابت های جهانی و تقاضای عمومی برای استانداردهای سلامت بالاتر،پدید
آمده اند. در چندین بخش مانند تولید نفت وگاز، سیستم های نظارت بر خوردگی
پیچیده، موفقیت ها و اعتبار خوبی کسب کرده است، درحالی که در سایر بخش ها
کاربرد آنها تنها پیشرفت محدودی داشته است.
قانون نظارت بر خوردگی
استراتژی های نظارت مؤثر بر خوردگی باید به عنوان یک ابزار محافظتی برای مراقبت از فرایند یک کارخانه یا هر سیستم دیگری مورد استفاده قرار گیرد و بوسیله ی آن عمر بخش ها افرایش یابد و ماکزیمم بازده حاصل گردد. اساسا، 4 استراتژی برای یک سازمان درگیر را مقوله ی خوردگی وجود دارد:1. در نظر نگرفتن خوردگی تا زمانی که شکست رخ می دهد.
2. نظارت، تعمیر و نگهداری در فواصل زمانی برنامه ریزی شده
3. استفاده از سیستم های جلوگیری کننده از خوردگی( مواد بازدارنده ی خوردگی،پوشش ها، مواد مقاوم در برابر خوردگی و...).
4. اعمال کنترل خوردگی گزینشی در زمان و مکانی که این مسئله واقعا مورد نیاز باشد.
استراتژی اول تمرین های نگهداری اصلاحی را ارائه می دهد که بوسیله ی آن تعمیر و جایگزینی اجزا تنها وقتی انجام می شود که یک شکست در جزء بوقوع بپیوندد. نظارت بر خوردگی در این فلسفه ی رآکتیو، به طور کامل در نظر گرفته نشده است. بدیهی است که این تمرین برای سیستم های با وضعیت ایمنی بحرانی مناسب نیست و عموما از لحاظ ملاحظات هزینه ی نگهداری نیز مؤثر نیست؛ مخصوصا در طی افزایش طول عمر سیستم های مهندسی.
استراتژی دوم یک استراتژی نگهداری و تعمیر پیش گیرانه است. فواصل زمانی بازبینی و نگهداری و روش های آن طراحی شده اند تا از شکست های حاصل از خوردگی جلوگیری شود، درحالی که استفاده ی مناسبی از سیستم انجام شود. نظارت بر خوردگی می تواند به بهینه سازی این عملیات های نگهداری و زمان های بازبینی کمک کند. در نبود اطلاعات نظارت بر خوردگی، فواصل زمانی یک چنین زمان بندی هایی ممکن است به خاطر محافظه کاری کوتاه انتخاب گردد و بدین طریق هزینه های نگهداری بالا رود.
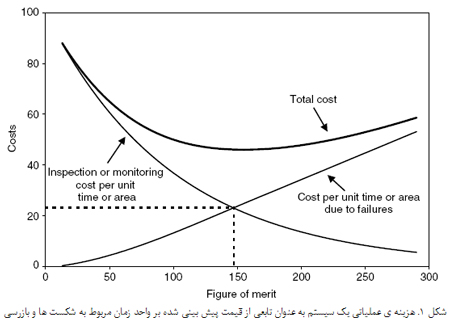
به طور برعکس، اگر این فواصل زمانی بسیار طولانی باشد، زمان های نظارت و نگهداری ممکن است با ریسک مواجه باشد و هزینه های نگهداری را بالا برده و ایمنی را کاهش دهد(شکل 1). علاوه بر این بدون اطلاعات در مورد نظارت بر خوردگی، زمان های بررسی و نگهداری به صورت روتین انتخاب خواهد شد( بدون اینکه وابستگی زمانی متغیرهای بحرانی در نظر گرفته شود). در صنعت گاز و نفت، برای مثال میزان خوردگی در یک سری چاه می تواند به طور قابل توجهی، در طول عمر سیستم تولید، ( از حالت کم تا زیاد) نوسان کند. در پالایش گاه های نفت، میزان خوردگی می تواند با زمان تغییر کند( بسته به میزان سولفید هیدروژن موجود در نفت خام مورد فراوری).
در بیشتر برنامه های کنترل خوردگی، کاربرد سیستم های جلوگیری کننده از خورگی به طور واضح حیاتی است. به هر حال، بدون اطلاعات در مورد نظارت بر خوردگی، کاربرد آنها ممکن است افراطی و بسیار پر هزینه باشد. برای مثال یک سطح غلظت مشخص برای ممانعت کننده ی خوردگی در یک سیستم خاص ممکن است خسارات ناشی از خوردگی را کاهش دهد اما نظارت در زمان حال خوردگی ممکن است آشکار کند که یک غلظت کمتر نیز مؤثر است. به طور ایده آل ، نرخ تغذیه ی ممانعت کننده باید به طور مداوم و بر اساس اطلاعات حاصل از نظارت بر خوردگی، تنظیم گردد.
در یک برنامه ی کنترل خوردگی، بازبینی و نگهداری تنها در جاها و مکانهایی انجام می شود که واقعا نیاز باشد. در اصل اطلاعات بدست آمده از سیستم های نظارت بر خوردگی می تواند کمک بزرگی در نیل به این هدف،داشته باشد. به هر حال برخی اوقات برای یک مهندس خوردگی سخت است که تعهد مدیریتی نسبت به سرمایه گذاری در یک چنین ابتکاری داشته باشد. اهمیت نظارت بر خوردگی در کارخانه های صنعتی و سایر سیستم های مهندسی باید به عنوان یک سرمایه گذاری برای رسیدن به اهداف زیر معرفی گردد:
• بهبود ایمنی
• کاهش زمان تعمیرات
• ایجاد هشدارهای اولیه قبل از ایجاد خسارات جدی و پر هزینه
• کاهش هزینه ی نگهداری
• کاهش آلودگی و ریسک های حاصل از ناخالصی
• زمان های طولانی تر میان نگهداری و تعمیرات
• کاهش هزینه های عملیاتی
• افزایش عمر مفید
تجربه نشان داده است که پتانسیل صرفه جویی در هزینه ای که از پیاده سازی برنامه های نظارت بر خوردگی حاصل می شود، عموما به میزان مهارت سیستم نظارتی، افزایش می یابد.
ملاحظات مربوط به سیستم نظارت بر خوردگی
سیستم های نظارت بر خوردگی به طور قابل توجهی متنوع هستند( از لحاظ پیچیدگی)؛ از نمایش سهمیه ای یا واقعه نگارهای دستی داده ها گرفته ( شکل 2) تا واحدهای مجتمع نظارت فرایند کارخانه با دستیابی داده ها از راه دور و قابلیت مدیریت داده ها.
سنسورهای خوردگی( پروب ها) یک المان ضروری در هر سیستم نظارت بر خوردگی است. طبیعت سنسورها به تکنیک های متنوع و منحصر بفرد مورد استفاده در مانیتورینگ، بستگی دارد اما اغلبا یک سنسور خوردگی می تواند به عنوان یک کوپن ابزاری( instrumented coupon) دیده شود. یک اتصال دستیابی تکی با فشار بالا برای جاسازی یک پروب خوردگی اصلاح شده می تواند برای تطبیق دادن بیشتر انواع پروب های اصلاح شده مورد استفاده قرار گیرد. با ابزارهای مخصوص( و اپراتورهای شجاع) جاسازی سنسور و جداسازی آن تحت شرایط کاری فشار بالا ممکن می شود.
سیگنال های خروجی از یک سنسور خوردگی معمولا مورد پردازش و آنالیز قرار می گیرند. مثال هایی از پردازش سیگنال عبارت است از فیلتر کردن، متوسط گیری و تبدیل. علاوه بر این در برخی تکنیک های تشخیص خوردگی، سطح سنسور بوسیله ی یک سیگنال ورودی تحت تأثیر قرار داده می شود تا یک خروجی سیگنال تولید گردد. در سیستم های قدیمی تر، سنسورهای الکتریکی کابلی( sensor leads) برای این هدف مورد استفاده قرار می گیرد و بدین وسیله سیگنال به واحد پردازش سیگنال مرتبط می شود. پیشرفت های بوجود آمده در میکروالکترونیک اصلاح و پردازش سیگنال های سنسور را بوسیله ی معرفی میکروچیپ ها تسهیل کرده است. این میکروچیپ ها به عنوان یک جزء داخلی واحدهای سنسور تلقی می شود. ارتباطات بی سیم با این واحدهای سنسور نیز باعث بوجود آمدن انقلابی در سطح میکروالکترونیک شده است. شکل 3a و b یک سیستم نظارت بی سیم را نشان می دهد که اخیرا برای ایجاد هشدار در زمینه ی تخریب پوشش توسعه یافته است. یک چنین اندازه گیری مستقیمی در تظاد با سنسورهای میزان خوردگی است که به طور غیر مستقیم مسئله ی خوردگی را در محیط های معمولی ارزیابی می کنند.
صرفنظر از جزئیات سنسور، یک سیستم جمع آوری داده برای نظارت آن-لاین و در زمان حال خوردگی مودر نیاز است. در برخی کارخانه ها، سیستم جمع آوری داده در یک آزمایشگاه متحرک قرار گرفته است که می تواند در ذات می تواند ایمن باشد. یک سیستم کامپیوتری اغلبا یک نقش ترکیبی برای جمع آوری، پردازش و مدیریت داده ها را بر عهده دارد. در پردازش داده ها، یک پردازش، تبدیل داده های حاصل از نظارت بر خوردگی( داده های با ارزش کم) به اطلاعات مربوطه( با ارزش بالا) است. داده های تکمیلی از سایر منابع مربوطه مانند پارامتر پردازش به صورت نمودار و گزارشات ارزیازبی، در می آید؛ که این اطلاعات می توانند با داده های حاصل از سنسور همراه باشند تا بوسیله ی ترکیب آنها ورودی های یک سیستم مدیریت اطلاعات حاصل گردد.
برنامه های نظارت بر خوردگی( به صورت زمان حال) متعددی در شاخه های متعدد صنعت نشان داده است که وخامت خسارات ناشی از خوردگی به ندرت در طی زمان یکنواخت می باشد. به جای آن آسیب های خوردگی معمولا با گذر زمان تشدید می شود که پارامترهای عملیاتی به شدت آسیب می بینند. این روزنه های عملیاتی نامطلوب تنها می تواند با استفاده از روش های در زمان حال( real time) تشخیص داده شوند.
عموما این را می توان گفت که هیچ تکنیک منفردی، به تنهایی برای نظارت بر خوردگی تحت شرایط پیچیده ی صنعتی مناسب نیست. بنابراین یک روش چند تایی اغلبا ترجیح داده می شود. در بسیاری از موارد، این روش بدون استفاده از تعداد بیشتر سنسور انجام می شود اما تنها تفاوت آنها افزایش تعداد المان های سنسور برای یک پروب موجود و اتصال دستیابی است.

یک دیگر از ملاحظات مهم این است که صرفنظر از تکنیک، بیشتر سنسورهای ابزاری تنها اطلاعاتی نیمه کمی در مورد آسیب های ناشی از خوردگی ارائه می دهند. بنابراین این قابل حس است که برای ارتباط دادن میان داده های حاصل از این سنسورها در دراز مدت بیان کننده ی برنامه ها و آسیب های واقعی به کارخانه است. متأسفانه افراد غیر متخصص ممکن است اعتقاد زیادی به نرخ خوردگی نشان داده شده با این وسایل نظارت بر خوردگی را نداشته باشند. یک مثال از یم تکنیک متداول سیستم مقاومت پلاریزاسیون خطی( LPR) است که بسیاری از سیستم های تجاری نظارت بر خوردگی از آن برای اندازه گیری نرخ خوردگی استفاده می کنند( در این سیستم ها خوردگی به صورت میلی متر بر سال یا میلی اینچ بر سال(mpy) بیان می شود. یک چنین سیستم هایی به طور گسترده برای نظارت میزان اثربخشی افزودنی های عمل آورنده ی آب در صنایع و سایر کاربردها مورد استفاده قرار می گیرند. به هر حال با توجه به ملاحظات مقدماتی، نرخ خوردگی حاصل شده از LPR تنها وقتی قابل قبول است که فرض های زیر برقرار باشد که این مسئله در شرایط کاری واقعی، به ندرت اتفاق می افتد.
• تنها یک واکنش آنودی ساده وجود داشته باشد
• تنها یک واکنش کاتدی ساده وجود داشته باشد.
• ثابت های Tafel کاتدی شناخته شده باشند و با زمان تغییر نکنند.
• واکنش های خوردگی با مکانیزم انتقال بار ساده تحت کنترل فعال سازی پیشروی کنند که ضرورتا نیازمند تمیز بودن سطح و وجود نداشتن محصولات حاصل از خوردگی، رسوبات شاخص یا جامدات ته نشست شده از محلول، است.
• خوردگی به صورت یک رویه ی یکنواخت رخ می دهد( در حالی که اکثر مسائل مرتبط با خوردگی در صنایع به دلیل حملات محلی خوردگی حاصل می شود).
• مقاومت محلول ناچیز است( برخی وسایل باعث خنثی شدن مقاومت محلول می شوند اما این مسئله به طور ضروری مهم صادق نیست).
• پتانسیل خوردگی به یک مقداری پایا رسیده است.
بخش های بعدی به صورت دقیق تر، جزئیات خاصی در مورد المان های مختلف صحبت می کند که باید در هنگام اجرای برنامه ی نظارت بر خوردگی به آن توجه نمود.
هدف از نظارت بر خوردگی چیست؟
اولین و ضروری ترین مرحله در یک برنامه ی نظارت بر خوردگی، تعریف هدف از نظارت است( مرحله ای که معمولا فراموش می شود). اگر نظارت بر خوردگی برای کنترل خوردگی انجام شود، این هدف ایجاد اطمینان از این مسئله است که عمر مفید به دلیل نرخ خوردگی بسیار بالا به خطر نیفتد. هدف اصلی نظارت بر خوردگی در این مورد محدود کردن حوادث خوردگی، بدون استفاده ی کامل از میزان مجاز خوردگی یک سیستم قبل از زمانی است که عمر طراحی آن به پایان برسد. فاکتور اصلی که در این مورد، در طراحی یک سیستم نظارت مقرر می شود، میزان مجاز خوردگی( corrosion allowance)، نرخ خوردگی غیر قابل کنترل، نرخ وقوع حوادث، میزان حساسیت تشخیص نرخ خوردگی و نرخ پاسخ و عمر سرویس دهی مورد نیاز است.اگر نظارت بر خوردگی برای کنترل خوردگی استفاده شود، پس این ضروری می شود که مکانیزم خوردگی و نرخ های خوردگی در طی زمان های عدم تطابق، به طور نسبی تعیین شود. نظارت بر خوردگی می تواند همچنین به عنوان یک مفهوم کنترل خوردگی استفاده شود که بوسیله ی آن مکانیزم خوردگی یک سیستم یا بهینه سازی کنترل خوردگی تعیین گردد؛ برای مثال بررسی میزان اثربخشی ممانعت کننده ها، تنظیم نرخ تزریق ممانعت کننده ی خوردگی یا مطالعه ی مکانیزم های خوردگی. یک چنین اندازه گیری هایی می تواند همچنین بر روی بخش های ابزاری سیستم های واقعی یا در یک جریان جانبی انجام شود.
نظارت بر خوردگی همچنین می تواند در یک مفهوم گسترده تر، به مدیریت یکپارچه ای اطلاق شود که بوسیله ی آن اطمینان حاصل می شود که توسعه ی عملیاتی یک سیستم مورد تجاوز قرار نگیرد. افق زمانی فعالیت های یکپارچه در حال پیشرفت می تواند کوتاه تر از عمر مفید کارخانه باشد( به موجب تعریف یکپارچگی). این مسئله می تواند بوسیله ی اطمینان حاصل کردن از این مسئله اثبات گردد که یکپارچگی با داده های ارزیابی شده بعدی و بعدی حفظ شود.
مکان یابی نظارت بر خوردگی
یک تصمیم مهم در اجرای سیستم های نظارت بر خوردگی، انتخاب نقاط نظارت یا مکان های سنسورهاست. به دلیل آنکه یک تعداد معین از نقاط را به دلیل ملاحظات اقتصادی در نظر گرفت، این مسئله معمولا مناسب است که نقاط با بدترین شرایط( نقاطی که در آنها پیش بینی می شود که آسیب های خوردگی بیشتر باشد) را در نظر بگیریم. اغلبا یک چنین مکان هایی می تواند با استفاده از قوانین خوردگی، آنالیز داده های ثبت شده از قطعات شکسته در هنگام سرویس دهی وژ مشاوره با پرسنل عملیاتی تعیین شوند. برای مثال خورنده ترین شرایط در تانکرهای آب معمولا در سطح مشترک آب با تانکر رخ می دهد. سنسورهای خوردگی می توانند به یک پایه ی شناور متصل شوند تا این شرایط را بدون وابستگی به تغییر سطح آب تشخیص دهند.در هر وضعیت نظارتی، قراردهی پروب ایده آل امکان پذیر نیست. همواره فلاش یا پروب های الکترودی دارای برآمدگی نیاز دارند تا در خورنده ترین محیط قرار گیرند( یعنی در وضعیت ساعت 6 در یک خط لوله، در کف و در جداره یا در یک نقطه ی انباشتگی محلول در برج جداسازی). به طور مشابه، مکان موجود در کل متناسب با این نیازهاست. اگرچه مراحل معینی برای ایجاد کارکردی با ساختار بهینه وجود دارد( یعنی نصب یک پروب الکترودی با برآمدگی در موقعیت ساعت 12 به صورت طولی برای افزایش تماس با فاز مایع)، این مسئله بدون تردید یک مسئله ی پیش رو برای توسعه دهندگان این تکنولوژی است.
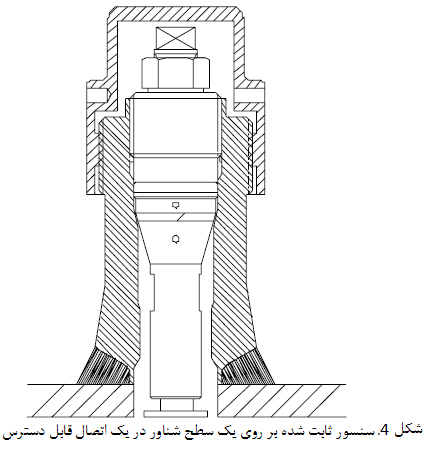
به طور واضح این مسئله ضروری است که سنسورهای خوردگی به نحوی نصب شوند که حالت اجزای واقعی یا سیستم تحت نظارت، را نشان دهند. اگر این نیازمندی پاسخ داده نشود، تمام فرایندهای سیگنالی بعدی یا آنالیزهای داده ای به طور استباه محاسبه می شوند و ارزش اطلاعات کاهش یافته یا حتی اشتباه می شود. برای مثال اگر حرکت اغتشاشی به طور محلی در اطراف سنسور خوردگی وارد شود، سنسور به احتمال زیاد باعث می گردد تا القای نادرستی از ریسک آسیب های حاصل از خوردگی به ما بدهد. در این مورد خاص، باید از یک سنسور نصب شده در سطح همتراز به جای سنسور قبلی استفاده شود( اگر هدف نظارت بر خوردگی محلی باشد( شکل 4)).
در عمل، انتخاب نقاط نظارت نیز بوسیله ی وجود نقاط با قابلیت دسترسی مناسب، دیکته می شود؛ مخصوصا در سیستم های تحت فشار. این معمولا ترجیح داده می شود که از نقاط با قابلیت دسترسی موجود استفاده شود مانند لبه ها برای نصب کردن سنسور. اگر نصب کردن یک سنسور در محل مناسب مشکل باشد، خطوط لوله ی فرعی با سنسورهای خاص و اتصالات دستیابی ممکن است یک جایگزین باشد. یک مزیت خطوط فرعی وجود فرصت آزمودن شرایط محلی در رژیم های خوردگی بالا در روش کنترل شده است( بدون تأثیر دادن کارخانه ی واقعی در این آزمونهاست).
صنعت پردازش
مثال زیر نشان دهنده ی نحوه ی تشخیص مکان های مناسب برای سنسورها در یک ستون تقطیر است(6). نقطه ی تغذیه، سر ستون دریافت کننده ی محصول و خط تولید موجود در کف مکانهایی هستند که دمای ماکزیمم را دریافت می کنند و همچنین نقاطی هستند که محصولات با درجات مختلف فراریت تمرکز دارند. به هر حال در بسیاری موارد بیشترین میزان خوردگی در یک ارتفاع میانگین در ستون اتفاق می افتد که در این محل خورنده ترین مواد تمرکز یافته اند. بنابراین، در اصل چندین نقطه ی نظارت در یک چنین ستونی نیاز است( شکل 5). با پیشرفت نظارت و بیشتر شدن داده های حاصل از این نقاط، تعداد نقاط نظارت می تواند بهینه شود.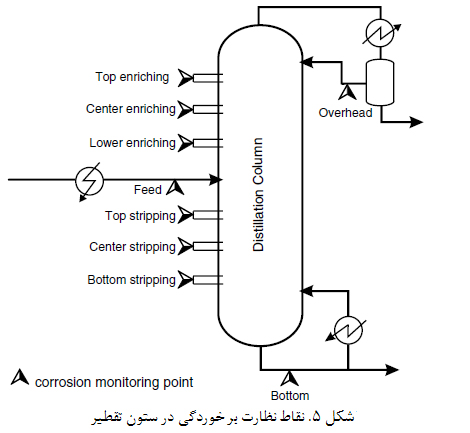
خطوط جمع آوری محصولات نفت و گاز
فرایندهای خوردگی در داخل خطوط جمع آوری محصولات نفت و گاز و مرحله ی پایپینگ معمولا بوسیله ی استفاده از کوپن های اتلافی فلزی( metal loss coupon) یا پروب های مقاومت الکتریکی،وارد شده به مایعات فرایند( از میان اتصالات دستیابی) ، انجام می شود. سابقا در معرض مایع قرار گرفتن برای دوره های 90 روزه در یک سال( بسته به سیستم و میزان خورندگی مایع) انجام می شد که در این حالات کوپن جدا و تمیز می شود. مقایسه ی وزن ابتدایی و انتهایی برای تعیین نرخ کلی خوردگی ( بر اساس این فرض که خوردگی به صورت یکنواخت در طول دوره ی آزمایش انجام شده باشد) استفاده می شود. نرخ خوردگی حفره ای را نیز می توان بر روی همان کوپن ها و با استفاده از اندازه گیری عمق عمیق ترین حفره، تعیین نمود.در محیط یکسان، مقاومت الکتریکی( ER) و پروب های LPR را می توان برای اندازه گیری نرخ خوردگی( در زمان حال)، در داخل سیستم های فرایندی اسفاده می شوند. این تکنیک ها اندازه گیری هایی از نرخ خوردگی را مهیا می کنند به نحوی که حوادث اتفاق افتاده در زمان کوتاه که بر روی نرخ اثر دارند، را می توان به آسانی تشخیص داد. برای مثال بازگشت واکنش پذیری یک اسید می تواند تشخیص داده شود. خوشبختانه کلکتورها و کامپیوترها به طور قابل ملاحظه ای زمان مورد نیاز برای آنالیز و ثبت داده های خوردگی حاصل از پروب ها را کاهش می دهد.
نظارت کوپنی( Coupon monitoring) و تکنیک های نظارت بر خوردگی در زمان حال همدیگر را تکمیل می کنند زیرا آنها به فواصل زمانی مختلف تمرکز دارندو باید بخش های مختلف هر سیستم نظارت بر خوردگی، تجمیع یابند.
مهم ترین ملاحظه در زمانی که محل های نظارت بر خوردگی در سیستم های تولید گاز و نفت خام، در حال انتخاب است، پیدا کردن محل هایی نزدیک به انتهای خطوط لوله است که در این مکان ها کوپن خوردگی یا پروب با هر نوع آب تولید شده، در تماس است. این قراردهی به طور خاص در موقعیت ساعت 6( بر روی سطح مقطع افقی لوله است زیرا آب تولید شده سنگین تر از نفت خام و محصول معیان یافته ی گازی است. در شکل 6.a، پروب نظارتی در موقعیت ساعت 6 نصب شده است، در یک حالت ایده آل برای ثبت کردن داده های خوردگی است.
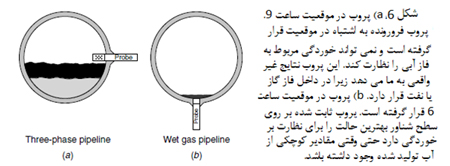
شکل 6.b نشاندهنده ی یک خط تولید گاز است که دارای مقداری کمی میعانات و آب تولیدی است. این آب در طول کف لوله پیچ خورده است و به صورت افقی در حال حرکت است. ( تنها در سرعت های بالای مایع، آب در طول محیط دایره پیچ می خورد). از این رو محل های نظارت بر روی دیواره ی لوله( موقعیت های ساعت 3 و 9) نمی توانند به درستی نرخ های خوردگی مربوط به فاز مایع موجود در کف خط لوله را تعیین کنند( همانگونه که در شکل 6.b دیده می شود).
بدبختانه، بسیاری از طراحان خطوط لوله و کارخانه ها محل های نظارت بر خوردگی را در روی دیواره های لوله ها قرار می دهند، نه در کف آن . اگرچه محل های موجود در دیواره ممکن است دارای سهولت دسترسی باشند( برای کوپن ها)، این کوپن ها یا پروب ها نمی توانند داده های دقیقی را ارائه دهند، مگر آنکه خطوط لوله پر از آب باشند.
از این رو، سهولت اپراتور نباید بر بدست آوردن نتایج معتبر علبه کند و جای کوپن ها باید به درستی انتخاب گردد.
این بهترین حالت است که طراحی و نصب کوپن ها یا پروب ها در طی تولید اولیه و نصب سیستم های خطوط لوله انجام شود( نه پس از آن). اگرچه شیرهای گرم می توانند بدون خطر عمل کنند، آنها نیازمند صرف هزینه ی اضافی، آماده سازی و بررسی های یکپارچه هستند.
ملاحظه ی دیگر مقدار آب در داخل لوله است. این مسئله تعیین می کند که آیا پروب ها یا کوپن ها ی ثابت مناسب است یا نوع شناور. برای مثال اگر یک پروب فرورونده( ثابت) در داخل یک خط لوله ی گاز تر نصب گردد، توسعه ی المان تشخیصی بهتر از دیواره ی لوله ی کف نبوده و نمی تواند داده های مجازی را بخواند. به هر حال اگر خط لوله دارای یک محصول سه فازی باشد، قراردادن یک پروب در محل الملن تشخیصی در داخل آب ممکن است،عملی باشد. به هر حال یک پروب ثابت شده برروی یک سطح شناور عموما بهترین انتخاب است زیرا این نوع از پروب ها کمتر به مقدار آب تولید شده وابسته اند. برای آب در حال خطوط لوله ای که آب از آنها می گذرد، پروب های پلاریزاسیونی خطی ممکن است استفاده شود. به هر حال اگر ترکیبات هیدروکربنی موجود باشند، این مواد المان های پروب را پوشش می دهند و نسبت پارازیت به سیگنال افزایش می یابد. بنابراین پروبهای مقاومت الکتریکی در جاهایی پیشنهاد می شود که هیدورکربن وجود دارد.
وقتی گاز طبیعی تولید می شود، مقادیر کمی از آب و میعانات ممکن است تولید شوند. مقادیر این مواد متغیر است اما حجم ها معمولا عبارتست از 160 لیتر آب بر هر 30000 متر مربع که تا 16000 لیتر نیز افزایش می یابد. آب تولید شده، سنگین تر از گاز و میعانات حاصله است و از این رو در طول کف خط لوله ها جاری می شود. این آب ممکن است در گوشه ها و نقاط با ارتفاع کم، جمع شود تا زمانی که وزنشان به حدی برسد که گاز بتواند آن ها را براند و از لوله خارج کند.
پروبه ای ثابت( فرورونده) باید در جایی قرار گیرند که بتوانند برای دوره های متوالی باقی بمانند نه اینکه به طور دوره ای جدا شوند و تحت عملیات های روتین قرار گیرند. بنابراین یک پروب ثابت باید در بالاتر از هر ماده ی تولید کننده ی کثیفی و در زیر هر ماده ی پذیرنده ی کثیفی قرار گیرد به نحوی که جرم نگیرد. در جاهایی که این کار امکان پذیر نیست، پروب های ثابت شده برروی یک سطح شناور( flush-mounted probes) باید مورد استفاده قرار گیرد.
طراحی و انتخاب پروب
طراحی پروب یکی دیگر از ملاحظات مهم در نظارت بر خوردگی است زیرا سطح مشترک المان پروب به طور مستقیم با محیط واکنش در تماس است و باید هم از لحاظ محل نصب مناسب باشد و هم معرف خوردگی اتفاق افتاده در محل انجام فرایند باشد. در اغلب موارد، کیفیت و ارتباط داده های خوردگی اندازه گیری شده می تواند به شدت و با استفاده از طراحی نامناسب پروب،به خطر افتد. در این زمینه، شناسایی شرایط سطحی پروب( به طور خاص) در طی طراحی اولیه حیاتی است و بدیهی است که این ضرورت در طی مدتی که تماس برقرار می شود، نیز ضروری است.سایر فاکتورها عبارتند از زبری سطحی، تنش های باقیمانده، محصولات خوردگی، رسوبات سطحی، آسیب های حاصل از خوردگی در زمان های قبل و دمای هستند که دارای اثر مهمی بر روی آسیب های حاصل از خوردگی دارند و برای داشتن پروب های نمونه باید این فاکتورها را در نظر بگیریم. با در نظر گرفتن این فاکتورها، این می تواند مناسب باشد که سنسورهای خوردگی از یک ماده ی پیش خام( material precorroded) تولید شود که این ماده می تواند شرایط عملیاتی واقعی را تجربه کند. فریندهای گرم کردن و سرد کردن ممکن است همچنین برای سنسورهای خوردگی استفاده شود. این کار با وسایل ویژه انجام می شود و علت این فرایندها ایجاد شرایط حقیقی محیط واکنش برای سنسور است. طراحی های مختلف سنسورها مانند قطعات ماسوره مانند(spool pieces) در لوله ها و تیوب های تبادل حرارتی، بخش های لبه دار از مواد مورد نظر یا پاروهای آزمون که در داخل همزن ها قرار دارند، نیز تلاش های انجام شده برای ایجاد شرایط عملیاتی حقیقی برای سنسورهاست.
انتخاب یک پروب نظارتی خاص باید بر اساس نرخ های خوردگی مورد انتظار در داخل سیستم و میزان دقت تشخیص پروبها، انجام شود. وقتی یک آزمون خوردگی کوتاه مدت انجام می شود، پروب های با حساسیت بالا مناسبند. به هر حال برای نظارت های بلند مدت، یک المان پروبی نازک تر و با عمر مفید اندازه گیری طولانی تر ممکن است مناسب باشد.
برای شرایط جریان سریع، یا اگر نگرانی در مورد جامدهای معلق وجود داشته باشد، المان های حس کننده باید با یک غلاف سرعتی محافظت شوند. یک پروب ER می تواند همچنین برای اندازه گیری نرخ ایروژن( erosion rate) مربوط به ماسه و سایر اجسام ریز جامد، مورد استفاده قرار گیرد. برای این مقصود، یک المان فلزی خورده نشده باید انتخاب شود.
طراحی الکترود ثابت شده بر روی یک سطح شناور( Flush Mounted Electrode Design)
طراحی الکترود ثابت شده بر روی یک سطح شناور برای استفاده در کاریردهایی مانند خطوط جریان نفت و گاز مناسب است( در جاهایی که عملیات های پایپینگ ضروری است). در حالی که طراحی با این نیاز عملیاتی کاربردی مطابقت دارد اما این طراحی به طور زیادی به ناحیه ی سطحی الکترود ظاهر شده و دقت اندازه گیری( مخصوصا در محیط های با رسانایی کم یا با تجهیزات با حساسیت کم) محدود می شود. مانند اکثر فرایندهای اندازه گیری، یک سبک سنگین کردن بین ناحیه ی موجود برای اندازه گیری و فرصت های اندازه گیری واقعی حوادث خوردگی( برای احتمال های آماری کم)، وجود دارد.
همچنین مراقبت های زیادی برای ساخت این نوع از پروب ها باید اتخاذ گردد زیرا فرصت برای ایجاد پدیده های فیزیکی ناخوشایند( مانند ایجاد شکاف) وجود دارد. یک شکاف بین محیط خارجی یک الکترود دایره ای و مواد عایق اطراف آن می تواند یک نقطه ی موضعی برای تمرکز فعالیت خوردگی ایجاد کند و خطای بزرگی را در اندازه گیری ایجاد کند. این اثر با استفاده از الکترودهای با سطح بزرگتر قابل کاهش است.
در حالی که این نوع از پروب ها می توانند بوسیله ی الکترودهای تهیه شوند که از مواد مناسب باشند و بتوانند تا پایان عمر مفید اجزای نصب شده کار کنند، برنامه ی نظارت بدون شک، با جایگزینی منظم پروب ها( برای بررسی با چشم و تأیید داده های اندازه گیری شده) مزیت بیشتری دارد.
طراحی الکترودهای بیرون زده( protruding electrode design)
طراحی الکترودهای بیرون زده دارای کاربرد های گسترده تری نسبت به طراحی الکترود ثابت شده بر روی یک سطح شناور است. یک مزیت عمده ی این طراحی قابلیت استفاده از الکترودهای قابل تعویض است که این مسئله موجب ایجاد یک راه حل کم هزینه می شود. قابلیت خوردگی شکافی نیز در زمانی که طول ظاهر شده الکترود افزایش یابد، از اهمیت کمتری برخودردار می شود. به هر حال این طراحی بر تماس کامل میان سطح الکترود و محیط خورنده تکیه دارد و از این رو موضوعات ممکن است در وضعیتی پدید آیند که رژیم جریان در داخل سیستم تحت نظارت قرار گرفته، متلاتم شود یا اگر برش آبی در طی فرایند، به طور قابل توجهی کاهش یابد.
منبع: https://rasekhoon.net
